Table of Contents
Seat Recliner Mechanism Types
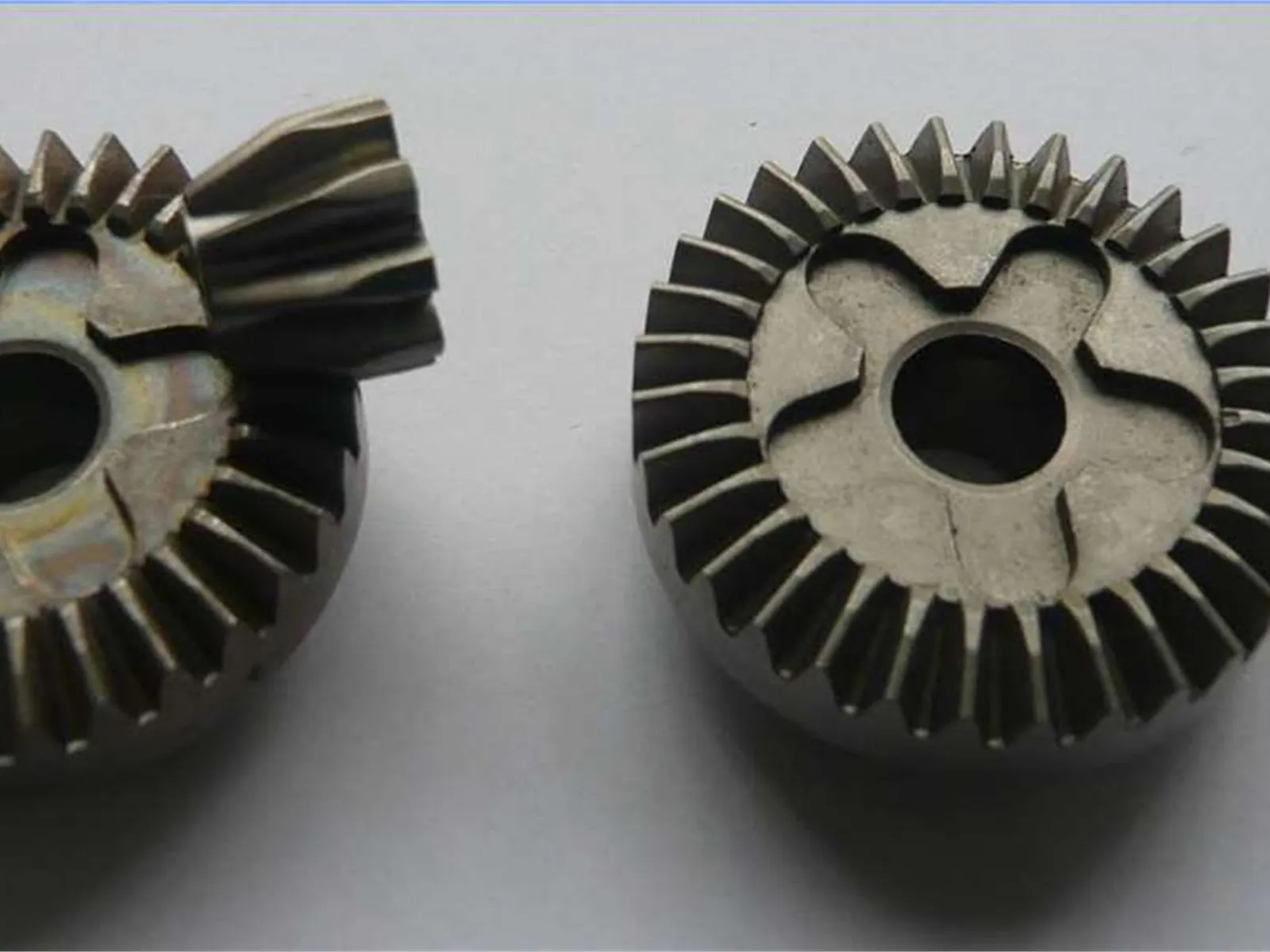
Power seat recliners use an electric motor-driven gear train to adjust seatback angle. Manual recliners use a lever-actuated pawl-and-ratchet or cam mechanism. Both types use PM components in different positions:
Power recliner gear train:
- Motor pinion (often machined or pressed steel due to high speed, small size)
- Intermediate reduction gears (PM spur or helical gears)
- Sector gear or final output gear (PM or stamped steel depending on design)
- Bearing hubs and output shafts
Manual recliner mechanism:
- Ratchet or locking ring (PM or fine-blanked steel)
- Cam and pawl components (PM or machined)
- Return springs and pivot shafts (non-PM)
The primary PM positions are the intermediate and final drive gears in the motor-driven stage, and the locking ring/ratchet element in both manual and power designs.
Load Requirements
Seat recliners must hold the seatback against static and dynamic loads. Critical load cases:
- Nominal operating load: The torque required to recline the seat under normal occupant weight - moderate load, many cycles
- Crash load retention: In a frontal crash, seat recliner mechanisms experience loads that can be 5 - 5x the nominal operating load. Some designs require the recliner to hold position under these crash loads; others are designed to allow controlled rotation in a crash event.
- Fatigue: Typically 10,000 - 0,000 recliner cycles over the vehicle life
The crash load requirement distinguishes seat recliner gears from lighter automotive PM applications. Not all PM grades can meet crash retention loads at the section sizes used in compact recliner mechanisms. Material and density selection must be validated against the load specification.
Materials
Recliner mechanism PM components are specified at higher performance levels than window regulator or general auxiliary gears:
| Position | Typical Material | Notes |
|---|---|---|
| Intermediate reduction gears | FN-0405-HT or FC-0208-90HT | Heat treated for strength and wear |
| Final sector or output gear | FN-0405-HT, FLC-4608-HT | High-strength, good fatigue |
| Locking ring / ratchet | FN-0408-HT or FLC-4608-HT | Maximum surface hardness for lock engagement |
| Cam elements | FN-0405-HT | Wear and fatigue critical |
Heat treatment (quench and temper or case hardening) is standard for load-bearing recliner components. As-sintered grades are not adequate for crash-load retention positions in most designs.
For case-hardened recliner gears, carburizing to case depth 0.3 - .8 mm and surface hardness 58 - 3 HRC on tooth flanks is typical, with a tough PM core (25 - 5 HRC) providing impact resistance.
Key Design and Tolerance Requirements
Tooth geometry. Recliner gear tooth profiles are typically module 1.0 - .0 involute spur or helical. Helical PM gears require rotating punch tooling - a more complex die set, but achievable for programs with adequate volume. Many programs use spur gears to simplify PM tooling.
Bore and shaft fit. The output shaft or pivot pin interface must be tight to prevent rattle or angular play. Bore tolerances of H6 or tighter are typical, achieved through sizing.
Ratchet tooth geometry. Locking rings with ratchet teeth require accurate tooth height and tooth face geometry for reliable lock engagement. Cumulative tooth pitch error affects whether the pawl locks without skip or rattle.
Crash load verification. Dimensional conformance does not verify crash load performance. Assembled mechanism testing at the program level (sled test, torque retention test) is required for crash-relevant components.
Surface Treatment
Heat-treated PM recliner gears typically receive one of:
- Phosphate + oil: Standard automotive finish for enclosed gear applications; provides corrosion protection and break-in lubrication
- Electroless nickel: Higher corrosion protection for components in exposed positions
- Tumble deburring + zinc plate: Used on some programs for appearance and corrosion
No additional surface hardening is typically applied after case carburizing - the carburized case already provides the required surface hardness.
Quality and Safety Classification
Seat recliners are safety-relevant in most automotive OEM classification systems (tied to crash occupant protection). This affects:
- Drawing characteristic marking: Seat recliner PM components typically have safety-critical (SC) or significant (SIG) characteristics marked on the drawing, requiring Cpk <=1.67
- Traceability: Batch-level traceability for powder lot, sintering run, heat treatment lot is standard
- Process audit scope: Customers or their Tier 1 suppliers conduct process audits covering PM tooling, sintering, heat treatment, and final inspection
- PPAP Level 3 with design FMEA and process FMEA documentation
Getting a Quote
For seat recliner PM component inquiries:
- 3D CAD or 2D drawing
- Load specification (operating torque, crash retention load or test standard)
- Material requirement or performance class
- Heat treatment requirement
- Annual volume and program life
- Safety classification and PPAP requirements
Contact SinterWorks PM to discuss your seat mechanism PM component requirements.
Frequently Asked Questions
Q: What powder metallurgy parts are used in seat recliners?
A: Seat recliner mechanisms commonly use PM spur gears, worms, cams, and structural components that carry adjustment and crash-related loads. PM is chosen for net-shape geometry and high-volume economics in automotive seating.
Q: Can PM gears meet seat crash requirements?
A: PM gears can be specified for recliner programs when material grade, density, heat treatment, and geometry are validated against the OEM crash and retention test standards. Safety classification and PPAP evidence are defined per program—not assumed from process alone.
Q: What loads should be shared with the PM supplier?
A: Provide operating adjustment torque, crash retention load or test standard reference, cycle requirements, and any safety class. These inputs drive material selection, heat treatment, and critical dimension control.
Q: Is heat treatment required on recliner PM gears?
A: Many programs specify heat treatment for strength and wear on load-bearing gears. Confirm whether quench-temper or case hardening is required on the drawing and reflect it in the quotation and PPAP plan.
Q: What tolerances matter for quiet seat adjustment?
A: Pitch accuracy, bore clearance, and tooth surface condition affect perceived noise and feel during adjustment. Close bore fit and controlled pitch error reduce rattle and uneven torque.
Q: What documentation is needed for automotive seating programs?
A: Expect PPAP, dimensional reports, material certifications, and process control per ISO 9001. Share safety classification, annual volume, and program life at RFQ stage.
Related Resources
Use these internal links to keep moving through the most relevant guides, service pages, and technical references for this topic.
Automotive Transmission Gears
Compare a heavier-duty gear application where tooth quality, fatigue life, and heat treatment logic all matter.
How to Reduce Noise in PM Gears
Use this guide when gear mesh noise, backlash, or low-load rattle becomes a customer-facing problem.
FN-0205 Iron-Nickel-Copper PM
Review a material route often used when seat-system gears need a practical balance of strength, toughness, and cost.
Request a Quote
Send your seat-adjuster gear geometry, torque target, and annual volume for PM review and quotation support.